Soudure à froid : quelle résistance mécanique réelle pour vos réparations ?

Dans le domaine de la maintenance industrielle et du bricolage, la soudure à froid suscite autant d’intérêt que de scepticisme. Si l’idée de réparer un bloc moteur ou une canalisation sans utiliser de poste à souder traditionnel est séduisante, une question demeure : la résistance mécanique est-elle suffisante pour garantir la sécurité et la pérennité de l’ouvrage ? Contrairement au soudage à l’arc ou au TIG, qui fusionne les métaux, la soudure à froid utilise des processus chimiques ou physiques pour créer une liaison structurelle. Pour déterminer si cette solution est adaptée à votre projet, il est nécessaire de comprendre son comportement sous contrainte.
Les mécanismes physiques derrière la résistance mécanique
La solidité d’une soudure à froid repose sur des principes d’adhésion moléculaire et de cohésion interne. On distingue deux familles technologiques aux performances mécaniques distinctes.
La technologie des polymères bi-composants
C’est la forme la plus courante, souvent appelée mastic ou résine époxy chargée. Ces produits associent une résine et un durcisseur, enrichis de particules métalliques comme l’acier, l’aluminium ou le bronze. La résistance mécanique s’établit lors de la polymérisation : les molécules forment un réseau tridimensionnel dense qui emprisonne les charges métalliques. Une fois durci, le matériau présente une dureté Shore D élevée, capable de supporter des compressions importantes sans déformation.
La soudure par impulsion magnétique
Plus rare en usage domestique mais fréquente dans l’industrie de pointe, cette méthode utilise des forces électromagnétiques pour projeter deux pièces l’une contre l’autre à très haute vitesse. La résistance mécanique est quasi identique à celle du métal de base, car il se produit une interpénétration atomique à l’interface, sans zone affectée thermiquement. C’est l’option privilégiée pour assembler des métaux dissemblables, comme l’aluminium et l’acier, là où une soudure classique créerait des composés intermétalliques fragiles.
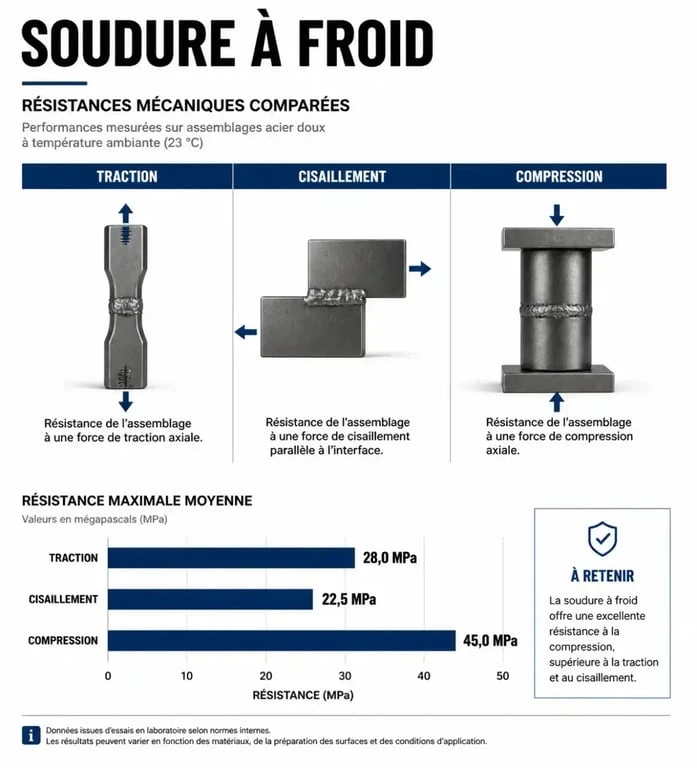
Performances chiffrées : ce que disent les tests de charge
Pour évaluer si une soudure à froid répond à vos besoins, il faut examiner les indicateurs de performance standardisés. Les fabricants sérieux fournissent des fiches techniques détaillant la résistance à la traction, au cisaillement et à la compression.
| Type de contrainte | Performance moyenne (Époxy chargé) | Observation technique |
|---|---|---|
| Résistance à la traction | 25 à 45 MPa | Suffisant pour des fixations, inférieur à l’acier pur. |
| Résistance au cisaillement | 15 à 25 MPa | Paramètre crucial pour les assemblages par recouvrement. |
| Résistance à la compression | 80 à 120 MPa | Performance élevée, idéal pour reconstruire des sièges de roulements. |
| Température de service | -40°C à +180°C | Perte de rigidité au-delà de 200°C pour la plupart des résines. |
Ces chiffres sont obtenus dans des conditions optimales. En situation réelle, la résistance mécanique dépend étroitement de la préparation de la surface. Une rugosité accrue, obtenue par sablage ou meulage, multiplie la surface d’ancrage et peut doubler la tenue au cisaillement par rapport à une surface lisse.
Les facteurs qui influencent la longévité de l’assemblage
Une soudure à froid peut afficher des performances impressionnantes lors du test initial, mais sa pérennité dépend de la gestion des contraintes externes sur le long terme.
Vibrations et fatigue des matériaux
Contrairement aux métaux ductiles, les soudures chimiques sont souvent plus rigides et cassantes. Sur un moteur soumis à de fortes vibrations, une résine trop dure peut se fissurer. Certains polymères sont formulés avec une légère souplesse résiduelle pour absorber les micro-chocs sans rompre la liaison avec le support.
La structure moléculaire d’une soudure à froid doit être compatible avec la dynamique des matériaux. Si le cadre métallique bouge différemment de la résine sous l’effet de la chaleur ou des secousses, la rupture est inévitable. Cette différence de coefficient de dilatation thermique est un point critique. Pour optimiser la résistance mécanique, choisissez un produit dont la charge métallique est identique au matériau de base, afin que l’ensemble se dilate de manière synchrone.
Résistance aux agents chimiques et à la pression
La solidité est corrélée à la stabilité chimique. Une soudure exposée à des hydrocarbures ou à des acides peut voir ses chaînes polymères se dégrader, entraînant une chute de sa résistance. En plomberie ou sur des circuits hydrauliques, la résistance à la pression, souvent testée jusqu’à 50-80 bars pour les produits de qualité, doit être validée après un temps de polymérisation complet, généralement 24 heures à 20°C.
Quand privilégier la soudure à froid face à la soudure thermique ?
La soudure à froid ne remplace pas le poste à souder dans tous les scénarios, mais elle s’impose comme une solution supérieure dans des cas précis.
Pour l’assemblage de matériaux incompatibles, comme le cuivre sur de l’acier ou l’aluminium sur de la fonte, la soudure à froid élimine le risque de fissures de retrait. Dans les zones à risque d’explosion, l’absence d’arc électrique ou de flamme est un impératif de sécurité majeur. Pour la réparation de pièces de précision, elle évite la déformation thermique des métaux, préservant ainsi les plans de joint. Enfin, lors d’urgences en milieu humide, certains produits spécifiques offrent une résistance mécanique immédiate pour colmater une fuite, même sur des surfaces grasses.
Guide pratique pour maximiser la solidité de votre soudure
Pour atteindre les niveaux de résistance annoncés par les fabricants, l’application ne tolère aucune approximation.
La préparation de surface est l’étape reine. Il ne suffit pas de dégraisser ; il faut créer une accroche mécanique. Utilisez un abrasif à gros grain pour rayer profondément le métal. Le nettoyage final doit être effectué avec un solvant sec, comme l’acétone, qui ne laisse aucun résidu gras. Les solvants de type White Spirit sont à proscrire car ils déposent un film gras nuisible à l’adhésion.
Le respect des proportions résine et durcisseur est vital. Un excès de durcisseur fragilise le produit au lieu d’accélérer le durcissement. Mélangez jusqu’à obtenir une couleur homogène. Lors de l’application, exercez une pression forte avec une spatule pour écraser le produit dans les pores du métal et chasser les bulles d’air, points de rupture potentiels.
Une astuce pour booster la résistance mécanique de 20 à 30 % consiste à effectuer une cuisson après le durcissement initial. Une fois le produit sec au toucher, exposez la zone à une source de chaleur modérée, environ 60-80°C, pendant deux heures. Cela finalise les liaisons moléculaires et augmente la dureté finale du matériau.
Articles qui pourraient vous intéresser :
 Moteur loncin : guide complet pour bien choisir, utiliser et entretenir
Moteur loncin : guide complet pour bien choisir, utiliser et entretenir
 Prise encastrable plan de travail cuisine : le guide pour bien choisir
Prise encastrable plan de travail cuisine : le guide pour bien choisir
 Transformer un hangar en maison : 5 diagnostics obligatoires et les étapes clés pour réussir
Transformer un hangar en maison : 5 diagnostics obligatoires et les étapes clés pour réussir